ГОСТ 31291-2018 Палладий аффинированный. Технические условия
ГОСТ 31291-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПАЛЛАДИЙ АФФИНИРОВАННЫЙ
Технические условия
Refined palladium. Specifications
МКС 77.120
Дата введения 2018-12-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 102 "Платиновые металлы", Открытым акционерным обществом "Красцветмет" (АО "Красцветмет")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 февраля 2018 г. N 106-П)
За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
|---|---|---|
| Армения | AM | Минэкономики Республики Армения |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Киргизия | KG | Кыргызстандарт |
| Россия | RU | Росстандарт |
| Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 ноября 2018 г. N 972-ст межгосударственный стандарт ГОСТ 31291-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2018 г.
5 ВЗАМЕН ГОСТ 31291-2005
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на аффинированный палладий (далее - палладий) в слитках, в порошке, предназначенный для производства сплавов, химических соединений палладия, катализаторов, промышленных изделий и других целей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
- ГОСТ OIML R 76-1-2011 Государственная система обеспечения единства измерений. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
- ГОСТ 166-89 Штангенциркули. Технические условия
- ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками. Технические условия
- ГОСТ 14192-96 Маркировка грузов
- ГОСТ 17527-2014 Упаковка. Термины и определения
- ГОСТ 31292-2018 Палладий. Методы атомно-эмиссионного анализа с дуговым возбуждением спектра
- ГОСТ 31293-2018 Палладий. Метод определения потери массы при прокаливании
- ГОСТ 31294-2018 Палладий. Метод атомно-эмиссионного анализа с индуктивно связанной плазмой
- ГОСТ 31295-2018 Палладий. Метод атомно-эмиссионного анализа с искровым возбуждением спектра
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты", за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по ГОСТ 17527, а также следующие термины с соответствующими определениями:
Паспорт или (и) сертификат.
Излишки металла, остающиеся на кромках или поверхности слитка после какого-нибудь процесса обработки.
Дефект в виде выступа застывшего металла различной величины и формы на поверхности слитка.
Дефект на поверхности слитка в виде включения инородного металлического или неметаллического тела (частицы) различной формы и размеров.
Изделие из металла, полученное методом литья, стандартной формы, размеров и качества.
Часть объединенной пробы, полученная после ее подготовки, представительно отражающая контролируемые состав и свойства опробуемого материала.
3.2 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения для марки палладия:
- Пд - палладий;
- А - аффинированный;
- П - порошок;
- 00, 0, 1 - порядковый номер марки, соответствующей определенному химическому составу.
Пример - условные обозначения:
Палладий аффинированный марки ПдА-00 в слитках:
ПдА-00 ГОСТ 31291-2018
Палладий аффинированный марки ПдАП-00 в порошке:
ПдАП-00 ГОСТ 31291-2018
4 Технические требования
4.1 Характеристики (свойства)
4.1.1 Палладий должен соответствовать требованиям настоящего стандарта и быть изготовлен по технологической документации, утвержденной в установленном порядке.
4.1.2 Химический состав палладия должен соответствовать нормам, указанным в таблице 1.
Таблица 1 - Химический состав палладия
В процентах
| Наименование элемента | Массовая доля по маркам | |||
|---|---|---|---|---|
| ПдА-00, ПдАП-00 | ПдА-0 | ПдАП-0 | ПдА-1, ПдАП-1 | |
| Палладий, не менее (по разности) | 99,99 | 99,98 | 99,95 | 99,90 |
| Примеси, не более: | ||||
| Сумма примесей, всего | 0,01 | 0,02 | 0,05 | 0,10 |
| Платина | 0,005 | 0,010 | 0,020 | 0,050 |
| Родий | 0,002 | 0,005 | 0,010 | 0,020 |
| Иридий | 0,002 | 0,005 | 0,010 | 0,020 |
| Рутений | 0,002 | 0,005 | 0,010 | 0,020 |
| Золото | 0,002 | 0,005 | 0,010 | 0,020 |
| Серебро | 0,002 | 0,005 | 0,010 | 0,020 |
| Никель | 0,001 | 0,002 | 0,005 | 0,010 |
| Железо | 0,001 | 0,002 | 0,005 | 0,010 |
| Медь | 0,001 | 0,002 | 0,005 | 0,010 |
| Кремний | 0,002 | 0,005 | 0,010 | 0,020 |
| Алюминий | 0,002 | 0,005 | 0,010 | 0,020 |
| Свинец | 0,001 | 0,002 | 0,005 | 0,010 |
| Висмут | 0,001 | 0,002 | 0,005 | 0,010 |
| Марганец | 0,001 | 0,002 | 0,005 | 0,010 |
| Магний | 0,001 | 0,002 | 0,005 | 0,010 |
| Олово | 0,001 | 0,002 | 0,005 | 0,010 |
| Сурьма | 0,001 | 0,002 | 0,005 | 0,010 |
| Хром | 0,001 | 0,002 | 0,005 | 0,010 |
| Цинк | 0,001 | 0,002 | 0,005 | 0,010 |
| Кадмий | 0,001 | 0,002 | 0,005 | 0,010 |
Примечание - По согласованию с потребителем допускается: - расширение числа определяемых элементов и определение их массовых долей по методикам предприятия-изготовителя; - определение потерь при прокаливании для палладия в порошке.
4.1.3 Поверхность слитков должна быть без заусенцев, наплывов, жировых и масляных пятен, без посторонних включений.
Допускается зачистка и зачеканка отдельных поверхностных повреждений на тех сторонах слитка, на которых не наносится маркировка. Количество зачищенных или зачеканенных мест должно быть не более пяти.
Глубина зачищенных и зачеканенных мест на поверхности слитков не должна превышать 1 мм. Следы от механической обработки браковочными признаками не являются.
4.1.4 Слиток палладия должен быть прямоугольной формы, длиной (100±3) мм и шириной (65±2) мм. Высота слитка не регламентируется.
4.1.5 Масса слитка должна быть не более 3,5 кг.
4.1.6 По согласованию изготовителя с потребителем допускается изготовление слитков других форм, размеров и массы.
4.1.7 Крупность частиц порошка палладия должна соответствовать минусовой фракции сетки N 1,6 по ГОСТ 6613. Допускается наличие частиц порошка размером более 1,6 мм массой, не превышающей 2% от массы партии.
4.1.8 Порошок палладия не должен содержать посторонних включений.
4.2 Маркировка
4.2.1 На лицевую поверхность каждого слитка палладия наносят маркировку, состоящую из семи оттисков:
- - товарного знака предприятия-изготовителя;
- - номера (шифра) слитка;
- - наименования государства-изготовителя;
- - символа Pd;
- - массовой доли палладия, %;
- - массы слитка, г или g;
- - года выпуска.
Допускается нанесение других оттисков по согласованию с потребителем.
Оттиски на слитках должны быть четкими, линии оттиска не должны иметь разрывов, не должны быть сдвоенными.
4.2.2 Расположение маркировки на слитке приведено в приложении А.
4.2.3 Аффинированный палладий в порошке упаковывают в потребительскую тару, обеспечивающую сохранность порошка при взвешивании и хранении.
(Термины, связанные с маркировкой и упаковкой - по ГОСТ 17527).
4.2.4 На каждую единицу потребительской тары с палладием наклеивают этикетку, содержащую:
- - наименование металла, его марку;
- - обозначение настоящего стандарта;
- - номер партии;
- - номер места в партии;
- - массу брутто, нетто и тары, г;
- - массовую долю палладия, %;
- - номер спецификации;
- - год выпуска.
4.2.5 Каждую единицу потребительской тары пломбируют пломбами предприятия-изготовителя.
4.3 Упаковка
4.3.1 Слитки палладия и потребительскую тару с палладием в порошке упаковывают в транспортную тару. Виды тары, способы упаковки и упаковочные материалы должны обеспечить защиту слитков и потребительской тары с порошком от повреждений при транспортировании и хранении.
4.3.2 На каждую единицу транспортной тары наклеивают или закрепляют иным способом этикетку (бирку) с указанием номера места, номера спецификации, а также других реквизитов, необходимых для доставки груза получателю.
При отгрузке порошка палладия в стеклянной потребительской таре транспортную тару дополнительно маркируют по ГОСТ 14192 с указанием манипуляционного знака "Хрупкое. Осторожно".
4.3.3 Каждую единицу транспортной тары пломбируют пломбой, запорно-пломбирующим устройством (ЗПУ) или опечатывают печатью предприятия-изготовителя.
4.3.4 Каждую партию палладия сопровождают документом о качестве, содержащим:
- - товарный знак и наименование предприятия- изготовителя;
- - наименование металла и его марку;
- - номер партии;
- - номера слитков (банок);
- - массовую долю палладия, %;
- - массовую долю каждой определяемой примеси, %;
- - номер спецификации;
- - год выпуска;
- - штамп контроля качества;
- - обозначение настоящего стандарта.
4.3.5 Каждую поставку палладия сопровождают спецификацией. В спецификации должны быть указаны:
- - товарный знак и наименование предприятия-изготовителя;
- - номер спецификации;
- - наименование металла и его марка;
- - номер партии (номера партий);
- - год выпуска;
- - номера слитков (потребительской тары);
- - масса каждого слитка (нетто каждой потребительской тары), г;
- - массовая доля палладия, %;
- - масса чистого палладия, г;
- - массовая доля каждой определяемой примеси, % (по согласованию с потребителем);
- - масса партии, г;
- - общая масса по спецификации, г;
- - обозначение настоящего стандарта.
4.3.6 Документ о качестве и спецификацию, защищенные полиэтиленовой пленкой, вкладывают в одну из упаковочных единиц. На упаковочную единицу наносят информацию "Документ здесь". Допускается отправлять потребителю пакет документов отдельно.
5 Правила приемки
5.1 Палладий предъявляют к приемке партиями.
Партия палладия в слитках должна состоять из металла одной плавки. Количество слитков в партии не нормируется.
Партия порошка аффинированного палладия должна состоять из металла, полученного в одном технологическом цикле.
Масса партии палладия должна быть не более 200 кг.
5.2 Для проверки химического состава от каждой партии палладия отбирают пробу (для палладия в слитках - по 6.3, для палладия в порошке - по 6.4).
5.3 Контролю качества поверхности и наличия посторонних включений, а также массы и размеров слитков подвергают каждый слиток.
5.4 Проверке качества упаковки, маркировки и правильности оформления сопроводительной документации подлежит каждая партия палладия, каждый слиток, каждая единица потребительской тары.
5.5 При возникновении разногласий в оценке химического состава у изготовителя и потребителя хотя бы по одному из показателей проводят анализ контрольной пробы, хранящейся у изготовителя.
6 Методы контроля
6.1 Контроль качества поверхности слитков палладия проводят визуально без применения увеличительных приборов.
Контроль размеров слитков проводят штангенциркулями по ГОСТ 166, обеспечивающими требуемую точность измерений.
Контроль массы слитков, порошка в потребительской таре проводят взвешиванием на весах, соответствующих требованиям ГОСТ OIML R 76-1. Допускается применение других средств измерений массы, обеспечивающих погрешность взвешивания в соответствии с таблицей 2.
Таблица 2
В граммах
| Масса | Погрешность |
|---|---|
| До 200 включ. | ±0,0075 |
| Св. 200 до 1000 включ. | ±0,01 |
| Св. 1000 | ±0,1 |
6.2 Гранулометрический состав порошка палладия гарантируют технологией изготовления.
Наличие механических примесей определяют их визуальной оценкой в объединенной пробе.
6.3 Для определения химического состава слитков палладия, отбирают пробу из расплава с получением пробных слитков или стержней, либо другим методом отбора по методике предприятия-изготовителя, не снижающим представительности пробы, с формированием готовой пробы массой, достаточной для проведения трех анализов по 6.5.
Поверхность пробных слитков и стержней должна быть плоской и обработанной резанием или шлифовкой.
Допускается отбирать пробу путем снятия стружки размером не более 1 мм от каждого слитка или от одного слитка партии с одной предварительно зачищенной плоскости, с формированием готовой пробы, достаточной для проведения трех анализов по 6.5.
Определение химического состава палладия в слитках у заказчика, при необходимости, проводят на пробах, отбираемых от любых двух слитков партии сверлением противоположных углов и сторон слитка.
6.4 Для определения химического состава и размера частиц порошка палладия отбирают пробу. Для этого партию порошка перемешивают шесть раз на кольцо и конус и сокращают квартованием с перемешиванием на каждой стадии до массы объединенной пробы не менее 5% от массы партии. Объединенную пробу просеивают через сито с ячейкой 1,6 по ГОСТ 6613, усредняют и сокращают до массы готовой пробы, достаточной для проведения трех анализов по 6.5.
Допускается отбор объединенной и готовой пробы порошка палладия с применением механического пробоотборника (прободелителя). Контроль соответствия размеров частиц порошка требованиям настоящего ГОСТ может проводится по пробе отобранной от партии до применения механического пробоотборника (прободелителя).
6.5 Анализ химического состава палладия проводят по ГОСТ 31292, ГОСТ 31293, ГОСТ 31294, ГОСТ 31295 и другим методикам, обеспечивающим точность не ниже установленной указанными стандартами.
6.6 Срок хранения контрольной пробы - не менее 30 календарных дней со дня отгрузки потребителю, если иное не предусмотрено условиями договора.
7 Транспортирование и хранение
7.1 Палладий транспортируют и хранят в соответствии с требованиями федеральных органов государства-изготовителя.
7.2 При транспортировании и хранении палладий должен быть защищен от загрязнений, механических повреждений, воздействия влаги, агрессивных сред, паров сернистых соединений.
8 Гарантии изготовителя
8.1 Изготовитель гарантирует соответствие аффинированного палладия требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных настоящим стандартом.
8.2 Срок хранения палладия в упаковке изготовителя не ограничен.
Приложение А (рекомендуемое)
Расположение маркировки на слитке палладия
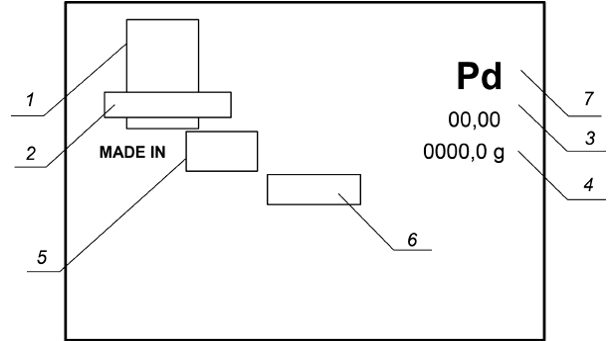
- 1 - товарный знак предприятия-изготовителя;
- 2 - номер (шифр) слитка;
- 3 - массовая доля палладия, %;
- 4 - масса слитка, g;
- 5 - наименование государства-изготовителя;
- 6 - год выпуска;
- 7 - символ палладия.
Рисунок А.1
VtormetCRM для учета драгоценных металлов
Специализированное решение для учета драгоценных металлов, включая палладий в слитках и порошке. Контроль химического состава, партий, паспортизация, сертификаты, соответствие ГОСТ. Идеально для аффинажных заводов и переработчиков.
- Скупка драгметаллов как бизнес: с чего начать и какие ошибки избегать
- Классификация и виды драгоценных металлов, принимаемых в скупку
- Требования к качеству ювелирных и промышленных изделий при скупке
- Как правильно принимать драгметаллы от населения и организаций
- Цены на драгметаллы в скупке: от чего зависит стоимость и как не продешевить
- Техника безопасности при приеме и хранении драгоценных металлов
- Лицензирование и правовые аспекты скупки драгоценных металлов
- Как правильно хранить драгметаллы до отправки на аффинаж
- Аффинаж: извлечение и очистка драгметаллов, технологии и перспективы
- Рентабельность пункта скупки драгметаллов: расчет затрат и доходов
- Законодательство об обороте драгоценных металлов: нормы, лицензии, отчётность
- Как определить пробность драгоценных металлов: методы и приборы
- Автоматизация учета драгоценных металлов в CRM: весы, пробы, документы
- FAQ по скупке драгметаллов: ответы на частые вопросы поставщиков и приёмщиков